一张表总结:
工序\设备 每种设备单台可选 每种设备多台可选 不同品类工序有各自确定的工序,单品类 流水车间 混合流水车间 不同品类工序有各自确定的工序,多品类 作业车间 柔性作业车间 工序可任意调整 开放车间 开放车间 个人理解,仅供参考,有误礼貌喷。
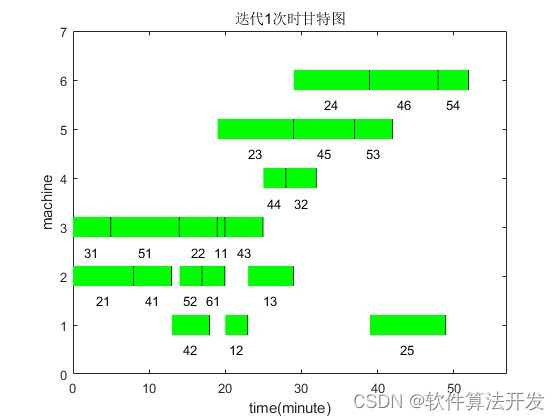
1.流水车间
流水车间(Flow Shop)是一种生产组织形式,在这种形式下,工件按固定的生产顺序依次经过各工序。典型的流水车间生产过程如下:
- 每个工件的工序顺序是相同的。
- 每个工件在完成当前工序后立即进入下一工序。
- 各工序之间的衔接紧密,通常不存在等待时间。
流水车间通常用于大批量、标准化的产品生产,其优点包括高效的生产率和较低的生产成本。
非置换流水车间(No-wait Flow Shop)
非置换流水车间是一种特殊的流水车间形式,其主要特点是:
- 每个工件在开始加工后,必须不间断地完成所有工序。
- 工件在各工序之间不能有等待时间,必须立即进入下一工序。
- 这种生产方式通常适用于对生产时间要求较为严格的产品,例如化学品、食品等,这些产品在加工过程中不能中断,否则可能会导致质量问题。
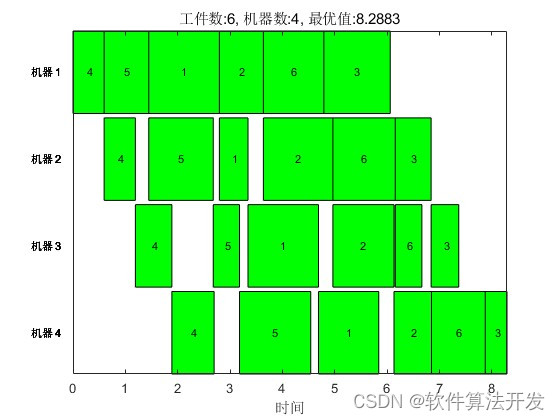
混合流水车间(Hybrid Flow Shop)
混合流水车间是一种更加灵活的生产组织形式,其特点如下:
- 车间中包含多个生产阶段,每个阶段可以有多个平行的加工设备。
- 工件在每个生产阶段内可以选择任意一台设备进行加工,但必须按照规定的顺序依次通过所有阶段。
- 混合流水车间适用于生产流程复杂、产品多样化的情况,可以提高设备利用率和生产效率。
具体来说,混合流水车间既结合了流水车间的有序性,又引入了并行加工的灵活性。它适用于需要高生产效率和灵活性兼顾的生产环境。
区别总结
- 流水车间:工件按固定顺序依次经过各工序,各工序之间的衔接紧密。
- 非置换流水车间:在流水车间的基础上,要求工件在各工序之间不能有等待时间,必须不间断地完成所有工序。
- 混合流水车间:包含多个生产阶段,每个阶段有多个平行的加工设备,工件可以选择任意设备进行加工,但必须按照规定的顺序经过所有阶段。
以上三种车间形式在不同的生产环境和生产要求下有各自的适用场景和优缺点。
2.作业车间
作业车间(Job Shop)和柔性作业车间(Flexible Job Shop)是两种生产组织形式,主要用于不同类型的生产环境和需求。它们各有特点和适用场景,下面详细介绍这两种车间的概念及其区别。
作业车间(Job Shop)
作业车间是一种以工件为中心的生产组织形式,通常用于小批量、多品种的生产环境。其主要特点包括:
- 工艺路线灵活:每个工件的加工工艺路线可以不同,工件在车间内按照各自的工艺路线流动。
- 设备布置:设备通常按功能进行布置,即同类型的设备集中在一起,如车床区、铣床区等。
- 生产计划复杂:由于每个工件的工艺路线不同,生产计划和调度相对复杂,需要合理安排工件在不同设备之间的流动。
- 适用场景:适用于小批量、多品种的生产环境,例如模具制造、飞机零件加工等。
柔性作业车间(Flexible Job Shop)
柔性作业车间是在传统作业车间基础上发展而来的一种更加灵活的生产组织形式,其主要特点包括:
- 工艺路线更加灵活:不仅每个工件的工艺路线可以不同,而且每道工序可以在多台不同的设备上进行选择。
- 设备利用率高:通过多台设备并行处理相同的工序,能够提高设备的利用率和生产效率。
- 生产调度更灵活:调度系统更加复杂,需要考虑每道工序的多设备选择,优化工件流动路径,以减少生产周期和设备空闲时间。
- 适用场景:适用于需要高灵活性和快速响应变化的生产环境,例如定制化产品生产、高端制造业等。
区别总结
工艺路线:
- 作业车间:每个工件的工艺路线可以不同,但每道工序通常固定在特定的设备上。
- 柔性作业车间:每个工件的工艺路线可以不同,每道工序可以选择多台设备进行加工。
设备布置:
- 作业车间:设备按功能集中布置,同类型设备在一起。
- 柔性作业车间:设备布置更加灵活,可以根据需要调整设备的布局和配置。
生产调度:
- 作业车间:调度复杂,需要合理安排工件在不同设备之间的流动。
- 柔性作业车间:调度更加灵活和复杂,需要考虑多设备选择和优化工件流动路径。
适用场景:
- 作业车间:适用于小批量、多品种生产,如模具制造、飞机零件加工。
- 柔性作业车间:适用于需要高灵活性和快速响应的生产,如定制化产品生产、高端制造。
总之,柔性作业车间在作业车间的基础上,通过增加设备选择的灵活性,提高了生产效率和设备利用率,适应了更复杂和多变的生产需求。
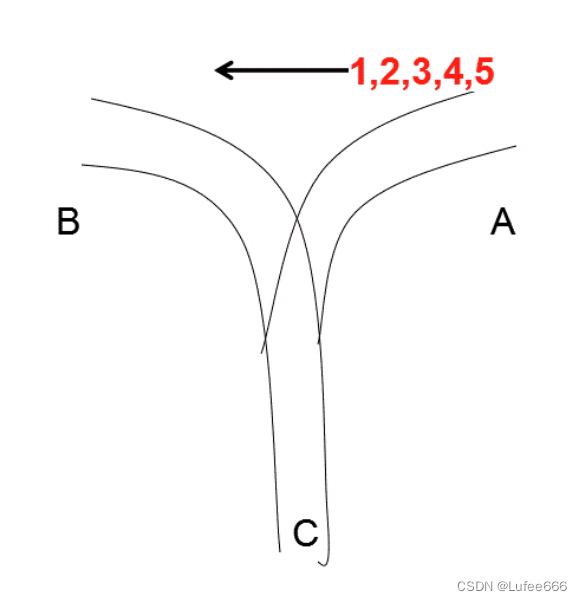
3.开放车间
开放车间(Open Shop)是一种生产组织形式,与前面提到的流水车间、作业车间和柔性作业车间都有所不同。下面详细介绍开放车间的特点以及与其他车间的区别。
特点
工艺路线灵活:
- 每个工件需要完成的工序是确定的,但工序之间的顺序可以是任意的,即工件不必按照固定顺序进行加工。
无固定工艺顺序:
- 各工件的加工顺序不固定,可以根据生产需要和设备情况灵活安排工序的先后顺序。
设备利用率高:
- 由于工序顺序灵活,可以最大化地利用设备资源,减少等待时间和设备闲置时间。
生产调度复杂:
- 调度系统需要考虑工件在各个工序间的最佳流动路径,以优化生产效率和设备利用率。
适用场景
开放车间适用于需要高度灵活性、能够快速响应变化的生产环境,通常用于实验室、医院手术室安排、多样化小批量生产等。
与其他车间的区别
与流水车间和混合流水车间的区别
- 流水车间:工件按固定顺序经过各工序,顺序不能更改。
- 混合流水车间:工件按固定顺序经过多个阶段,每个阶段内可以选择不同设备,但整体顺序固定。
- 开放车间:工件需要完成的工序确定,但顺序可以任意调整,灵活性更高。
与作业车间和柔性作业车间的区别
- 作业车间:每个工件有不同的工艺路线,按各自的固定顺序进行加工,设备按功能布置。
- 柔性作业车间:每个工件有不同的工艺路线,每道工序可以选择多台不同的设备,灵活性更高。
- 开放车间:工件的工序顺序可以任意调整,更高的灵活性,不固定工艺顺序。
额外的区别
生产效率:
- 开放车间:生产效率依赖于调度优化和设备利用率,由于工序顺序可以灵活调整,有可能实现较高的生产效率。
调度系统复杂度:
- 开放车间:由于工序顺序可以任意调整,调度系统复杂度较高,需要先进的调度算法和系统支持。
适应性:
- 开放车间:具有很高的适应性,能够处理多样化、小批量的生产需求,适合多变的生产环境。
总结
开放车间是一种高度灵活的生产组织形式,允许工件在各工序间的顺序任意调整,以优化设备利用率和生产效率。与流水车间、混合流水车间和作业车间相比,开放车间提供了更高的灵活性和适应性,适用于多样化和快速变化的生产环境。